- Well controlled, precise dome forming
- Unique proprietary process for dome pre-bonding coating
- State of the art UV cured adhesives
- PLC Controlled, volumetric adhesives dispensing
- Precise and well controlled UV curing technology
- Strong quality control, backed up with precise metrology equipment
REDCATT engineering and manufacturing teams have put lot of effort into the development of high performance bonding techniques specifically for use in high frequency (HF) transducers in addition to the extensive amount of research we have performed in the area of HF dome design and manufacturing. We would like to present a few details related to some core Redcatt assembly processes.
It takes a significant amount of engineering to design a high frequency device but making thousands of consistent parts based on the original design is an order of magnitude more challenging.


A key component of the HF assembly is the compression driver or tweeter dome. At REDCATT we consider this step one and have designed a unique dome forming process that incorporates PLC controlled forming techniques to ensure all aspects of the structure are precisely monitored. By using a programmable logic control (PLC) based system, we can incorporate excessively detailed process parameters including pre-heating and forming temperature controls that are within 0.5°C at each stage of forming. We are also able to monitor and record the pressure of the forming gases, pressure of the press cylinder, level of vacuum and lastly the cooling profile. The control and timing of the individual forming steps are precisely established depending on the dome type and material used then stored and recalled from memory at the appropriate time.
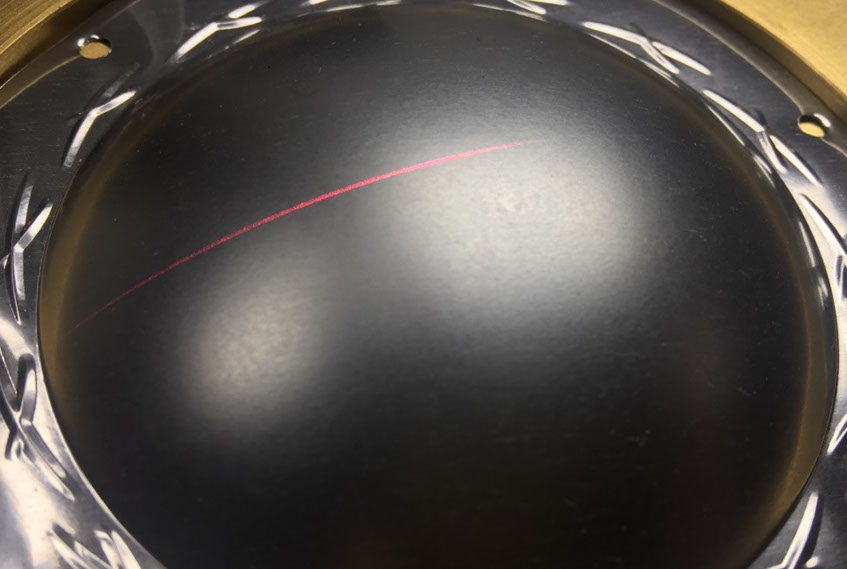
Domes are randomly sampled after the forming process and taken for dimensional and physical parameter measurements. We have fully implemented precise laser based 3D scanning metrology equipment, capable of detecting even the smallest variation in the dome shape. We are fully capable of measuring dome shapes with a 0.002mm level of precision.
Good quality adhesives are the basis of successful bonding. Extensive research has gone into the adhesives we are working with to ensure that they are the best available and thoroughly tested for our application. Our glue dispensing process is as precise as dispensing can get with volumetric glue control and precise glue bead positioning taking care of our batch to batch consistency.
UV based glues require a proper and well controlled curing process to ensure high, consistent bond strength. Our UV curing chambers are provide high output ultra violet light which is precisely projected and controlled. All assembled parts are cured under multi-directional UV lights and are rotated in the chamber to prevent shadowing.
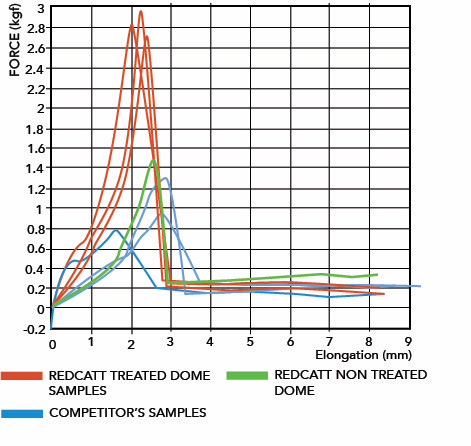
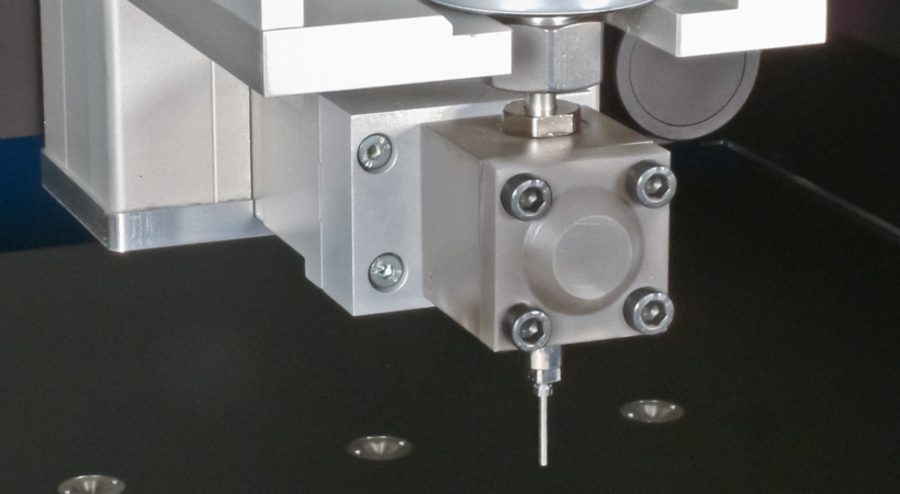
We have thoroughly examined samples of non-treated dome assemblies and compared them with ours treated. To get a larger data pool, we have also compared the bonding strength against assemblies available in the market place (same voice coil diameter, same dome material). The results were measured and recorded using our tensile strength equipment (Pic.2.). The graphs show the maximum peel force between the voice coil and the dome. There is a visible power handling improvement in our treated domes. In terms of a percentage increase, we have improved the bonding strength by 100%. Not only was the bond strength improved, but the data shows higher consistency across the tested specimens.
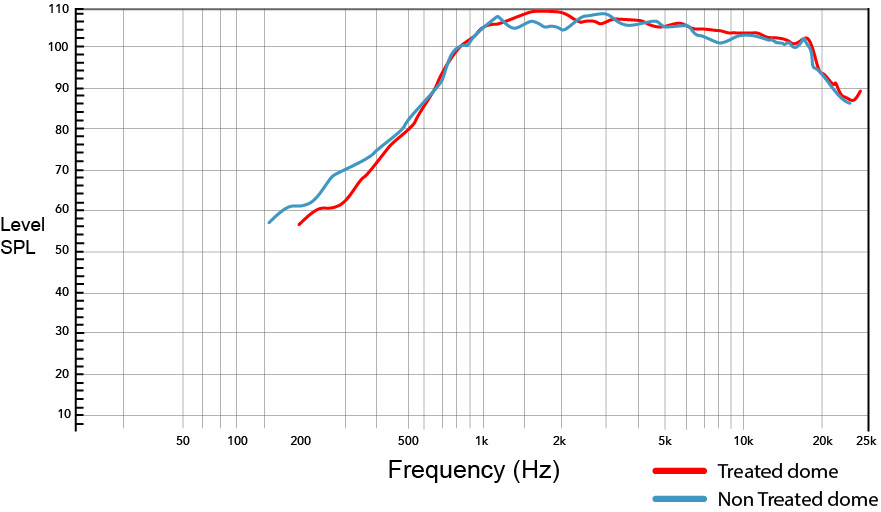
Improved bond strength between the voice coil former and the dome also has a positive effect on SPL behavior. We have seen major improvements in the lower frequency bandpass of drivers, as well as above 8.3kHz in the case of tested compression driver. The picture (PIC.3) shows the SPL differences recorded for our 140NCD compression driver. The driver was tested with the same magnetic assembly and the only difference was the installment of a treated dome assembly.
Another area that benefits from our bonding process is a significant increase in power handling. One of the common compression driver failure modes in high performance applications is the where the voice coil former debonding from the dome. Specifically, the commonly used “T” joint (straight former) is prone to these failures. As the result, manufacturers are forced to lower the power handling specifications or come up with an alternative voice coil former joint shape (f.e. Sandwich). In either case we see major improvements in joint strength resulting in higher power handling capability. Long term reliability testing indicate around a 30% higher power handling capability for a given assembly.


Back Top






